Plaque de nitrure de bore HBN pour le moulage de précision du verre

- MSJ/BN-014
- céramique au nitrure de bore
- personnalisé
- 5 pièces par type
- Moulage de verre de précision
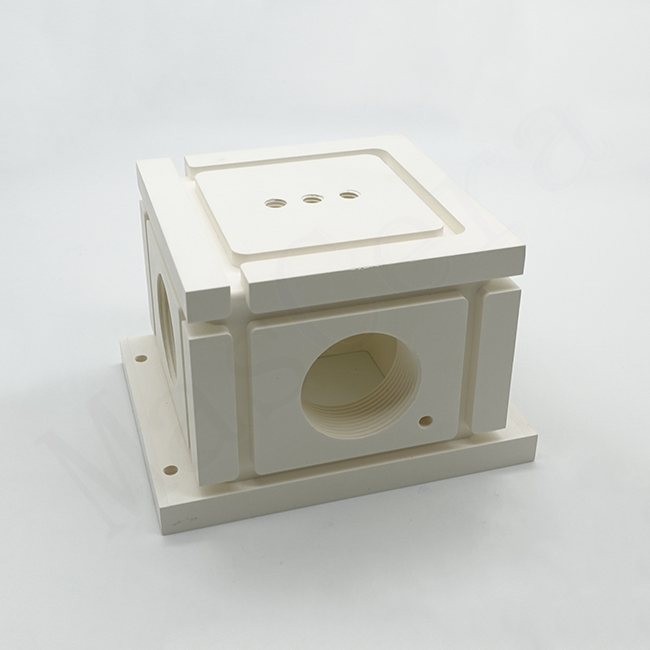
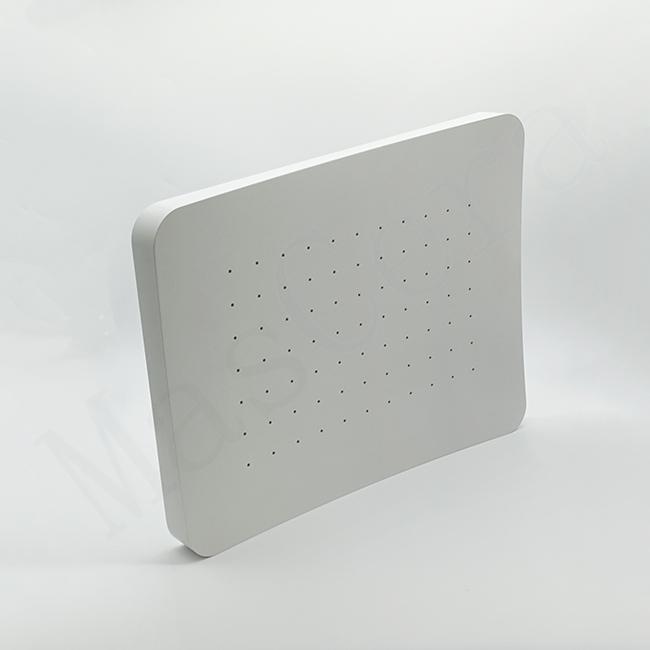
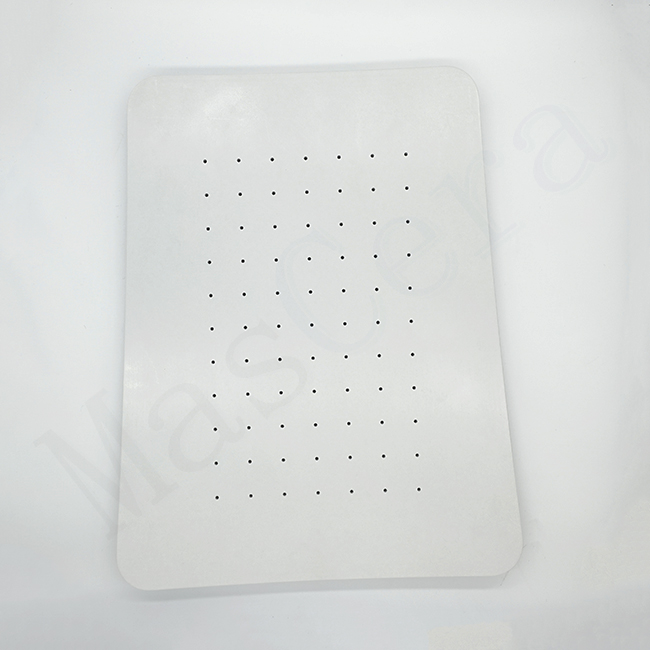
Un moule en nitrure de bore hexagonal (hBN) pressé à chaud de Mascera, conçu pour la production de verre de précision. Avec une résistance aux températures élevées, une faible adhérence et des dimensions stables, ces moules surpassent les moules en graphite traditionnels. Profitez d'une durée de vie prolongée, d'une efficacité accrue et d'une stabilité accrue du moule. Optimisez votre processus de fabrication du verre grâce à nos moules hBN avancés, qui minimisent les défauts et optimisent le démoulage.
Pour toute demande, veuillez envoyer un e-mail à info@mascera-tec.com ou appeler le +86 13860446139
Détails du produit

Dans la production traditionnelle du verre, le graphite est couramment utilisé comme matériau de moulage. Cependant, il présente les inconvénients suivants : il est sujet à l'usure et à l'oxydation à haute température, ce qui réduit sa durée de vie ; son coefficient de dilatation thermique élevé entraîne une instabilité de la précision et des dimensions du moule, nécessitant des ajustements plus fréquents ; sa surface possède des propriétés adsorbantes, favorisant l'adhérence du verre au moule ; dans des conditions extrêmes, sa résistance et sa durabilité sont faibles, insuffisantes pour les procédés de moulage du verre à haute pression ou à fort impact. Le revêtement des moules en graphite avec des matériaux comme le nitrure de bore peut améliorer leur résistance à la chaleur et réduire leur adhérence, mais il présente toujours des risques de décollement du revêtement et une durée de vie réduite.
Le nitrure de bore hexagonal pressé à chaud (hBN) convient aux moules utilisés dans la production de produits en verre de précision en raison des propriétés suivantes :
1. Résistance aux hautes températures : le nitrure de bore hexagonal peut maintenir la stabilité structurelle dans les environnements à haute température, permettant aux moules de résister aux contraintes thermiques des processus de fusion et de mise en forme du verre à haute température, prolongeant ainsi leur durée de vie.
2. Faible adhérence : les surfaces en nitrure de bore présentent une faible adhérence, ce qui réduit l'adhérence et la rétention du verre au moule. Cela contribue à améliorer l'efficacité de la production et à réduire la fréquence de nettoyage et d'entretien.
3. Faible coefficient de dilatation thermique : le nitrure de bore hexagonal présente des dimensions relativement stables à des températures élevées, facilitant la stabilité de la taille du moule et le contrôle de précision.
4. Haute inertie chimique : le nitrure de bore peut résister à la corrosion et à l'érosion chimique, prolongeant ainsi la durée de vie du moule.
Grâce aux progrès de la technologie du nitrure de bore pressé à chaud, il est devenu un matériau idéal pour la production de moules en verre, réduisant les défauts de surface, prolongeant la durée de vie du moule et facilitant le démoulage.
Propriétés principales
|
|
Fiche technique du matériau
| Article | Unité | BN-997 | BN-99 | BN-A | BN-B | BN-C | BN-D | BN-E | BN-S |
|---|---|---|---|---|---|---|---|---|---|
Contenu principal | - | BN>99,7% | BN>99% | BN+AL+SI | BN+ZR+AL | BN+SIC | BN+ZRO2 | BN+AlN | BN+Si3N4 |
Couleur | - | Blanc | Blanc | Lumière Gris | Lumière Gris | Gris Vert | Sombre Gris | Gris Vert | Sombre Gris |
Densité | g/cm3 | 1.6 | 1,95-2,0 | 2.2-2.3 | 2,25-2,35 | 2,4-2,5 | 2,8-2,9 | 2,8-2,9 | 2.2-2.3 |
Résistance à la flexion | MPA | 18 | 30 | 65 | 65 | 80 | 90 | 90 | 150 |
Résistance à la compression | MPA | 45 | 85 | 145 | 145 | 175 | 220 | 220 | 380 |
Conductivité thermique | W/Mk | 35 | 40 | 35 | 35 | 45 | 30 | 85 | 40 |
Dilatation thermique Coefficient (@25 - 1000℃) | 10-6/K | 1,5 | 1.8 | 2.0 | 2.0 | 2.8 | 3,5 | 2.8 | 2.7 |
Température de service max. @Climatisation | °C | 900 | 900 | 900 | 900 | 900 | 900 | 900 | 900 |
Température de service max. @Condition de vide | °C | 1800 | 1800 | 1750 | 1750 | 1800 | 1800 | 1750 | 1750 |
Température de service max. @Condition de gaz inerte | °C | 2100 | 2100 | 1750 | 1750 | 1800 | 1800 | 1750 | 1750 |
Résistivité électrique | Oh.Cm | >1014 | >1014 | >1013 | >1013 | >1012 | >1012 | >1013 | >1013 |
Conseils d'utilisation
1. La température de travail dans l'air ne doit pas dépasser 900 ℃, l'oxydation se produira au-delà de 900 °C.
2. Les composants doivent être stockés dans un environnement sec à l'intérieur d'un récipient scellé.
3. Ne jamais laver lecomposant avec de l'eau. Utilisez du papier de verre fin ou un chiffon pour éliminer les saletés ou les résidus.
Emballage et expédition
| Type de colis | boîte en carton avec protection en mousse |
| Conditions de paiement | TT / Western Union / Paypal Paiement à 50% à l'avance et 50% avant expédition |
| Port de chargement | Xiamen, Chine |
| Mode d'expédition | Par mer / air / porte à porte express |


Nous sommes un fabricant professionnel de céramiques techniques, nous fournissons une production sur mesure à des prix compétitifs....more